top of page


Difficile de faire plus simple : une seule pièce d'habitation et un toit plat.
Dimensions extérieures : environ 45 x 54 x 33 mm.
Quatre ouvertures dont une porte.
... et c'est tout.
Plus modeste, on peut pas.
Les murs ont une épaisseur de 3 mm.


Difficile de faire plus simple : une seule pièce d'habitation et un toit plat.
Dimensions extérieures : environ 45 x 54 x 33 mm.
Quatre ouvertures dont une porte.
... et c'est tout.
Plus modeste, on peut pas.
Les murs ont une épaisseur de 3 mm.
Pour imprimer cette petite maison j'ai choisi du fil PolyWood. C'est un PLA avec du bois qui donne à la pièce un aspect "bois mat" ou "terre sèche". Facile à enduire et à peindre.
Suivant l'imprimante utilisée, il sera nécessaire de réduire au papier de verre les dimensions du toit pour qu'il s'encastre correctement et vienne en appui sur les petites nervures qui ceinturent le bâtiment à l'intérieur des murs.
Pour éviter l'affaissement des linteaux l'impression est paramétrée avec "supports d'impression", c'est à dire que les porte et fenêtres (ben oui, ya qu'une porte ! ) seront remplies d'une sorte de nid d'abeille qui supportera les linteaux au moment de leur impression.
Il faudra ensuite désoperculer toutes les ouvertures pour les débarrasser de ces supports, puis ébavurer correctement.

La maison, avec son toit, et la porte partiellement désoperculée.
Note :
Cette petite maison peut être facilement imprimée à l'échelle "N".
Il suffit, dans CURA by Dagoma, d'utiliser les mêmes fichiers ".stl" et d'appliquer le coefficient de réduction 0,54. (Hé oui ! Pas besoin de redessiner).
L'impression prendra 20 minutes et 4 grammes de PLA pour un coût matière de l'ordre de 0,20€ !
Si l'échelle 1:43 vous tente, il suffit d'appliquer un coefficient x2 dans CURA.
Il faudra 5 heures d'impression et 73 grammes de PLA (moins de 4€).
C'est encore jouable.
Ah ! petite remarque : le bâtiment est marqué "HUGO 2017" à l'intérieur.
Mon petit fils voulait que "son œuvre" soit signée ! (c'est la seule chose que j'ai faite sur ce modèle).
Téléchargements :


Petite maison en adobe
Un de mes petits fils voulait absolument dessiner et imprimer une maison en 3D.
J'ai orienté son choix vers un modèle simple : une petite maison de paysan modeste de la région de Santa Fe, en adobe, qui va me servir sur mon réseau. Tant qu'à faire...



TOMBEREAU à DEUX ESSIEUX, en «HO»
RÉALISATION D'UN WAGON TOMBEREAU EN LAITON
avec portes ouvrantes et essieux suspendus.
Rédacteur : Jacques DELESTRE
Création : février 2015


Les différentes phases de la réalisation :
1°- Etude dimensionnelle du tombereau
2°- Réalisation des différents typons
3°- Réalisation des pièces en découpe chimique
4°- Montage du soubassement
5°- Réalisation et montage des faces
6°- Réalisation et montage des accessoires
7°- Peinture
Etude dimensionnelle
L'étude est faite à partir d'un wagon existant en résine.
Le châssis intégrera une suspension des essieux, et des attelages orientables.
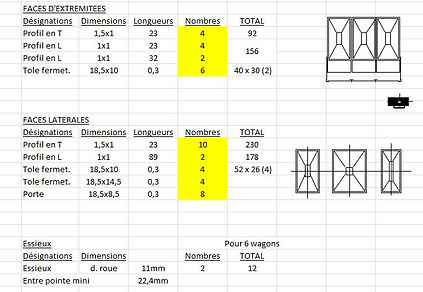
Les dimensions suivantes sont données à titre indicatif pour la consommation des différentes matières :

Réalisation des typons de la caisse
La réalisation des typons sera à double épaisseur pour obtenir une meilleure qualité.


Réalisation des pièces en découpe chimique
Les pièces seront faites dans de la tôle de laiton en épaisseur 0.3 mm présensibilisée sur les 2 faces.
Etape 1 : passage aux UV et révélation.
Etape 2 : découpe chimique des différentes pièces.






Composition du kit de pièces pour la réalisation de ce wagon :

Montage du soubassement
Toutes les pièces seront ébavurées et passées à l'acétone pour enlever le vernis de protection.

Prendre la pièce 1 et la transformer selon les étapes suivantes :
- plier les pattes qui serviront à la suspension des essieux, les pattes de positionnement des attelages,
- plier les pattes latérales du soubassement.



Prendre les pièces 2 et extraire les longerons et ajuster la pièce inférieure sur le soubassement côté pattes en saillies.
- souder toutes les pattes, côté supérieur du soubassement.
- usiner les soudures pour n'avoir aucun dépassement sur cette face.
- découper les goussets triangulaires et les souder sur la face non gravée de la pièce supérieure.




- placer cette pièce assemblée sur le longeron côté extérieur et l'assembler sur celui-ci.
- prendre la pièce intermédiaire, l'ajuster sur le longeron et souder les pattes de centrage.
- araser les soudures sur la partie inférieure du longeron.
- faire de même pour le deuxième longeron.
- doublage de la partie supérieure du soubassement par soudures sur les champs avec la tôle 5.





Réalisation et montage des faces
Les différents éléments des faces seront emboutis en forme de pointe de diamant d'une profondeur de 1 mm.
Pour cette réalisation il faudrait une presse à emboutir les différents éléments des faces.
Etude d'une presse voir l'article : "Presse à emboutir" Plan et réalisation.


Emboutissage des différentes tôles et préparation des profilés :


Montage des faces d'extrémités :
Ces faces seront composées de 3 tôles embouties, de 3 cornières laiton de 1x1 mm et de 2 tés laiton de 1.5x1 mm.
Pour faire l'assemblage, il faut réaliser un gabarit de maintien en place les différents éléments.
- mettre en place les 3 tôles embouties, les 3 cornières 1x1 mm et les 2 tés verticaux.
- souder les profils avec le minimum de soudure.



Montage des faces :
Ces faces seront composées de 8 tôles embouties, de 2 cornières laiton de 1x1 mm et de 5 tés laiton de 1.5x1 mm.
Pour faire l'assemblage, il faut réaliser un gabarit de maintien en place les différents éléments.
- mettre en place la cornière supérieure.
- positionner une tôle et les profils latéraux, souder et ainsi de suite.
- l'entraxe des encadrements de portes doit être de 16.8 mm.




- sortir la pièce du gabarit et couper les 5 profils au ras des tôles,
- remettre la pièce dans le gabarit, souder la cornière basse de face et souder les chutes de profils en tés dans le prolongement des autres profils.




Préparation des portes et montage sur les faces latérales :
Pour la préparation des portes prévoir un petit gabarit qui servira à positionner l'axe de rotation, la crémone de la porte en de rond laiton 0.5 mm et le couvre joint.



Pour le montage des portes sur les faces latérales, prévoir un forêt de 0.5 mm pour faire les trous d'articulations des portes dans l'angle des encadrements.
- les trous d'articulations bas de portes sont dans les angles inférieurs de l'encadrement, les trous supérieurs débouchent latéralement dans les angles supérieurs, pour permettre le montage de celle-ci.
- un petit bout de tôle laiton percé sera soudé en guise de palier, limer les côtés en alignement avec la cornière supérieure de face latérale.




Montage des faces sur le soubassement :
- vérifier la bonne planéité du soubassement (important pour la bonne géométrie du wagon).
- souder une face d'extrémité et une face latérale bien d'équerre (angle sup. et inf.).
- montage de l'ensemble sur les bords du soubassement de telle façon que la cornière basse soit en alignement avec le dessous du soubassement.




Montage des faces sur le soubassement :
- vérifier la bonne planéité du soubassement (important pour la bonne géométrie du wagon).
- souder une face d'extrémité et une face latérale bien d'équerre (angle sup. et inf.).
- montage de l'ensemble sur les bords du soubassement de telle façon que la cornière basse soit en alignement avec le dessous du soubassement.




Réalisation et montage des accessoires
Réalisation des accessoires de suspension des essieux :
- décolletage des paliers d'essieux.
- montage des pièces de suspension.
- tournage des embouts d'essieux.
- montage des suspension et des essieux.







Réalisation des tampons et attelages :
- décolletage des tampons en laiton.
- mise en place des tôles des marchepieds par collage à la cyano.
- préparation et montage des tampons avec la plaque boulon et soudure de l'axe derrière la traverse.




Réalisation et montage des boites d'essieux :
Les boites d'essieux sont réalisées par moulage avec une résine (ex. résine transparente à polymérisation aux UV type Soliq).
- réalisation du moule avec des produits à base de résine silicone.
- remplir le moule avec la résine, puis exposer à un rayonnement UV pendant quelques secondes et démouler.
- il reste à fraiser une lumière à l'arrière de la pièce pour laisser coulisser le palier d'essieu et coller la pièce en position sur son support.





Mise en place des boites à documents, des supports lanternes et des crochets d'attelages.


Peinture et finition du wagon
Préparation à la peinture :
- nettoyage, dégraissage et séchage du wagon.
- je pratique un traitement de l'ensemble par immersion complète du wagon, dans le bain épuisé de découpe chimique chargés en cuivre (bain d'attaque eau oxygénée + acide chlorhydrique. Quand il est épuisé pour le gravage des circuits imprimés ou la découpe chimique, il peut servir de bain de mordançage).
(résultat : un cuivrage total des surfaces ce qui améliore l'accrochage de la gamme de peinture).
- passer un primaire d'accrochage : réf. 87061 (Métal Primer)
- peinture de finition : réf. marron satin 133 (Humbrol)

Restent à faire les finitions :
- Montage des suspensions
- Montage des essieux
- Montages des attelages
- Pose des différents marquages sur la caisse


Le wagon est terminé
Pour modélistes chevronnés
bottom of page